1. Размотка и транспортировка пленки в упаковочной машине
В вертикальных упаковочных машинах используется один лист упаковочного материала, обернутый вокруг формующей трубы, обычно называемый рулонной заготовкой. Непрерывная длина упаковочного материала называется пленочным полотном.
Упаковочный материал может быть разным от полиэтилена до целлофановых ламинатов, фольгированных ламинатов и бумажных ламинатов. Рулон пленки помещается на узел шпинделя в задней части вертикальной упаковочной машины машины.
Когда упаковочная машина VFFS работает, пленка обычно снимается с рулона ремнями протяжки для транспортировки пленки, которые расположены сбоку от формующей трубы в передней части машины. Этот способ перемещения является наиболее широко используемым. На некоторых моделях запаивающие губки сами захватывают пленку и тянут ее вниз, транспортируя через упаковочную машину без использования ремней.
Дополнительное приводное колесо с приводом от двигателя (принудительная размотка) может быть установлено для привода рулона пленки в качестве вспомогательного средства для привода двумя ремнями для транспортировки пленки. Эта опция улучшает процесс размотки, особенно когда рулоны пленки тяжелые.

2. Натяжение пленки в вертикальной упаковочной машине и печать на упаковочном материале
Во время размотки пленка разматывается с рулона и проходит через выступающий рычаг, который представляет собой взвешенный поворотный балансир, расположенный в задней части упаковочной машины VFFS.
Рычаг включает в себя серию так называемых танцующих роликов. Когда пленка перемещается, рычаг перемещается вверх и вниз, чтобы удерживать пленку под натяжением. Это гарантирует, что пленка не будет двигаться из стороны в сторону во время движения.
После танцующих роликов пленка проходит через печатный блок, если он установлен. Принтеры могут быть термотрансферными или струйными. Принтер печатает желаемые даты / коды на пленку или может быть использован для размещения на пленке регистрационных знаков, графики или логотипов.
3. Отслеживание пленки и ее позиционирование
Затем пленка проходит мимо датчиков отслеживания пленки, которые определяют положение пленки и правильность ее центровки, когда она проходит через упаковочную машину. Если датчики обнаруживают, что край пленки смещается в одну из сторон от центрального положения, генерируется сигнал для перемещения привода. Это приводит к тому, что вся пленочная каретка перемещается в одну или другую сторону по мере необходимости, чтобы вернуть край пленки в правильное положение.
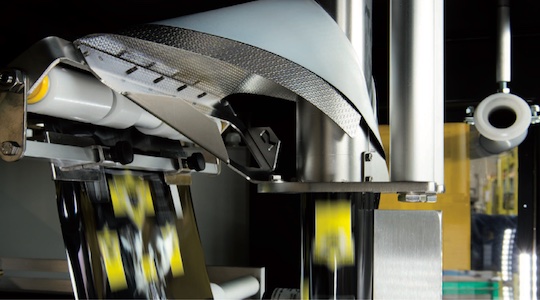
4. Формирование пакета на вертикальной упаковочной машине
Формующая труба может быть настроена для изготовления гладкого продольного шва или торчащего шва. Запайка в виде гладкого продольного шва перекрывает два края пленки, создавая ровный плоский шов, в то время как запайка ребром соединяет внутренности двух краев пленки, создавая шов, который торчит, как ребро. Гладкий шов обычно считается более эстетичным и использует меньше материала, чем запайка ребром.
Поворотный энкодер расположен рядом с воротом формующей трубы. Движущаяся пленка, соприкасающаяся с колесом датчика, приводит ее в движение. Импульс генерируется для каждой длины движения и передается в ПЛК (программируемый логический контроллер). Параметр длины пакета устанавливается на экране ЧМИ (интерфейс человек-машина) в виде числа, и после достижения этого параметра перемещение пленки останавливается (только на машинах с прерывистым движением, машины с непрерывным движением не останавливаются).
5. Заполнение и запайка пакета
На вертикальной упаковочной машине с непрерывным движением механизм вертикальной запайки постоянно контактирует с пленкой, поэтому пленка не должна останавливаться для получения вертикального шва.
Затем, комплект нагретых горизонтальных запаивающих губок собирается вместе, чтобы создать верхний поперечный шов одного пакета и нижний поперечный шов следующего пакета. Для прерывистых упаковочных машин VFFS пленка останавливается, чтобы получить свой горизонтальный шов от губок, которые движутся в открытом-закрытом движении. Для упаковочных машин с непрерывным движением губки сами перемещаются вверх-вниз и открываются-закрываются, чтобы запаять пленку во время ее движения. Некоторые машины с непрерывным движением даже имеют два набора запаивающих губок для увеличения скорости.
Опция для системы «холодной запайки» - это ультразвук, который часто используется в отраслях с чувствительными к нагреванию или грязными продуктами. Ультразвуковая герметизация использует вибрации, чтобы вызвать трение на молекулярном уровне, которое генерирует тепло только в области запайки между слоями пленки.
6. Выгрузка пакета
Готовый пакет может быть выгружен в емкость или на конвейер и транспортирован на далеестоящее оборудование, такое как контрольные весы, рентгеновские аппараты, упаковщик в коробки и т.д.