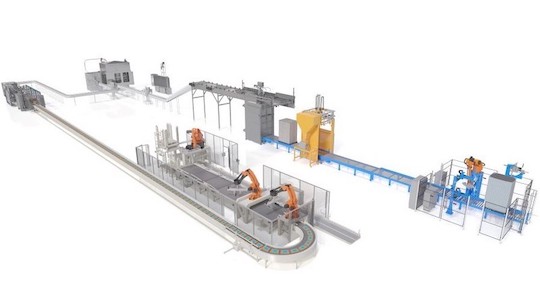
Багатолінійні пакувальні машини для пакування в пакет стік сьогодні використовуються в багатьох галузях промисловості для пакування порошків та рідин. Формат стік дуже популярний для порційних продуктів, які сучасні споживачі люблять для своєї мобільності, зручності та простоти використання. Виробники продуктів харчування та пакувальники люблять багатолінійні пакувальні машини, тому що вони досягають високої швидкості упаковки та зберігають цінну площу заводу.

Експлуатація пакувальної машини в пакет стік дуже схожа на роботу пакувальних машин з вертикальним заповненням з однією смугою: рулон плівки розрізають і формують кілька пакетиків, пакети заповнюють продуктом, а потім запаюють, все вертикально, зі швидкістю до 80 пакетів в хвилину на одну смугу. На машинах, які можуть вміщати до 20 смуг, одна стік машина може виробляти до 1600 стіків за хвилину. Це більше 26 стіків за секунду!
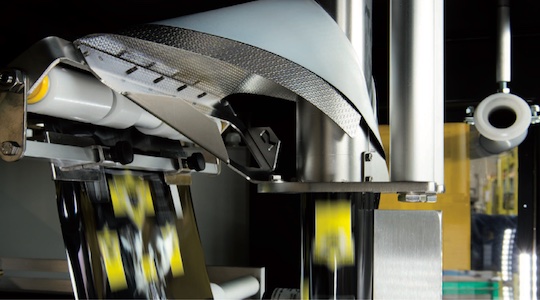
1. Розмотування рулону та транспортування плівки
Пакувальні машини використовують одне полотно плівкового матеріалу, згорнутого навколо сердечника, який зазвичай називають рулоном. Плівка розмотується з рулону, розташованої на задній частині машини. Процес розмотування плівки здійснюється за допомогою переміщення поперечних губок, що запоїють, розташованих на передній стороні машини для пакування стіку.
2. Додатковий друк
Якщо машина має пристрій друку дати, плівка подається навколо реєстраційного ролика. Це допомагає зафіксувати положення штампу дати на упаковці щодо горизонтального шва пакета. Плівка нарізається над датчиком, який зчитує фотомітки та контролює положення горизонтального шва щодо друку на плівці.
3. Натяг плівки
Потім плівку подають через набір роликів затискних. Притискні ролики підтримують рівномірний тиск на плівку, щоб підтримувати її в постійному натягу, утримуючи важіль плаваючого ролика в правильному робочому положенні.
Під час розмотування плівка розмотується з рулону і проходить через важіль плаваючого ролика, який є підвішеною вісь повороту, розташовану в задній частині машини. Важель включає ряд роликів. Коли плівка транспортується, важіль переміщається вгору і вниз, щоб утримувати плівку під напругою, а також забезпечуючи, щоб плівка не блукала з боку в бік у міру її переміщення.
4. Різання плівки
З роликів із затискачами плівка входить у різальну секцію. На цьому етапі процесу великий рулон пакувальної плівки розрізається на смужки, виходячи з того, скільки смуг має пакувальна машина для стік пакета. Ці смужки становлять основу окремих стіків.
Ріжучі дискові ножі, які завершують цей крок, не моторизовані. Плівка, що все ще утримується під напругою, пропускається через ножі, які контактують із спеціально розробленим валиком. Плівку розрізають на окремі стіки, оскільки вона простягається через це складання.
5. Формування пакета стік
Звідси плівка, що розрізає, проходить через кілька формувальних трубок (по одній на доріжку). Коли вирізана плівка проходить через формуюче плече (воріт) на кожній формувальній трубці, вона складається навколо трубки, так що кінцевий результат являє собою форму пакета стік з двома зовнішніми краями плівки, що накладаються один на одного.
Формувальні трубки можуть бути встановлені так, щоб зробити зварювання з підворотом одного краю або плоску зварювання. Формуючі частини перекриває два зовнішні краї плівки так, щоб створити плоску запаювання, тоді можливо виконати і інший стиль запаювання, при цьому шов стирчить як плавець. Запаювання з підворотом зазвичай вважається естетичнішим і використовує менше матеріалу, ніж плоска запайка.
6. Наповнення та запаювання пакетів
Як тільки плівка перестане рухатися, кілька вертикальних захисних смуг (по одній на доріжку) нагріті, рухаються вперед і вступають у контакт з вертикальним перекриттям на плівці. Вертикальний стрижень, що запиває, притискається до формувальної трубки і виконує вертикальну запайку.
Потім одна пара горизонтальних запаивающих губок сходиться, щоб виконати верхню поперечну запаювання одного стіку і нижню запаювання наступного. У той час як запаювальні губки закриті, продукт, що упаковується, подається за центом формувальних труб і заповнює кожен окремий пакет стік. Дозатори, такі як об'ємний дозатор, рідинний насос або шнековий дозатор, відповідає за правильний вимір та випуск окремих доз продукту, які необхідно подати в кожен стік.
7. Зняття стіку з пакувальної машини
Після того, як продукт був випущений у кожен стік, ніж переміщається вперед і ріже пакет. Готові стіки падають у вихідний лоток, який має заслінку, яка відкривається і закривається із заданими інтервалами, відкидаючи пакети або на конвеєр, що подає, або безпосередньо в ємність.
Для більш керованого та орієнтованого скидання можна вибрати індивідуальні лотки подачі. Заповнені пакети можуть бути подані в обладнання, таке як контрольні ваги, рентгенівські апарати, обладнання для пакування картонні коробки і т.д.