Вертикальні пакувальні машини (VFFS) сьогодні використовуються практично у всіх галузях промисловості зі зрозумілої причини: це швидкі та економічні пакувальні рішення, що зберігають цінну виробничу площу.
Якщо ви новачок в пакувальному устаткуванні або у вас вже є кілька систем, швидше за все, вам цікаво, як вони працюють. У цій статті ми розглянемо, як машина для вертикального формування та заповнення перетворює рулон пакувальної плівки на готовий пакет.
Спрощені вертикальні пакувальні машини починаються з великого рулону плівки, формують його у формі пакета, заповнюють пакет продуктом і запечатують його, все по вертикалі, зі швидкістю до 300 пакетів на хвилину.
1. Розмотування та транспортування плівки в пакувальній машині
У вертикальних пакувальних машинах використовується один аркуш пакувального матеріалу, обгорнутий навколо формуючої труби, який зазвичай називають рулонною заготовкою. Безперервна довжина пакувального матеріалу називається плівковим полотном.
Пакувальний матеріал може бути різним від поліетилену до целофанових ламінатів, фольгованих ламінатів та паперових ламінатів. Рулон плівки поміщається на вузол шпинделя у задній частині вертикальної пакувальної машини машини.
Коли пакувальна машина VFFS працює, плівка зазвичай знімається з рулону ременями протяжки для транспортування плівки, які розташовані збоку формуючої труби в передній частині машини. Цей спосіб переміщення найбільш широко використовується. На деяких моделях губки, що запаяють, самі захоплюють плівку і тягнуть її вниз, транспортуючи через пакувальну машину без використання ременів.
Додаткове приводне колесо з приводом від двигуна (примусове розмотування) може бути встановлене для приводу рулону плівки як допоміжний засіб для приводу двома ременями для транспортування плівки. Ця опція покращує процес розмотування, особливо коли рулони плівки важкі.

2. Натяг плівки у вертикальній пакувальній машині та друк на пакувальному матеріалі
Під час розмотування плівка розмотується з рулону і проходить через важіль, що виступає, який являє собою зважений поворотний балансир, розташований в задній частині пакувальної машини VFFS.
Важель включає серію так званих танцюючих роликів. Коли плівка переміщається, важіль переміщається вгору та вниз, щоб утримувати плівку під натягом. Це гарантує, що плівка не рухатиметься з боку в бік під час руху.
Після роликів плівка проходить через друкований блок, якщо він встановлений. Принтери можуть бути термотрансферними або струминними. Принтер друкує бажані дати/коди на плівку або може бути використаний для розміщення на плівці реєстраційних знаків, графіків чи логотипів.
3. Відстеження плівки та її позиціонування
Як тільки плівка пройшла під принтером, вона проходить повз реєстраційний фото-датчик, який виявляє реєстраційну мітку на друкованій плівці і, у свою чергу, керує ременями протяжки, що контактують з плівкою на трубі, що формує. Датчик для реєстрації фотомітки утримує плівку у правильному положенні, тому плівка буде обрізана у відповідному місці.
Потім плівка проходить повз датчики відстеження плівки, які визначають положення плівки та правильність її центрування, коли вона проходить через пакувальну машину. Якщо датчики виявляють, що край плівки зміщується в одну зі сторін центрального положення, генерується сигнал для переміщення приводу. Це призводить до того, що вся плівкова каретка переміщається в одну або іншу сторону в міру потреби, щоб повернути край плівки у правильне положення.
4. Формування пакета на вертикальній пакувальній машині
Потім плівка надходить у формувальну трубу в зборі з формуючим коміром. У міру того як плівка опускається на комір на формуючій трубі, вона складається навколо труби, так що кінцевим результатом є рукав плівки, при цьому два зовнішні краї плівки перекривають один одного. Це початок процесу формування пакета.
Формуюча труба може бути налаштована для виготовлення гладкого поздовжнього шва або шва, що стирчить. Запаювання у вигляді гладкого поздовжнього шва перекриває два краї плівки, створюючи рівний плоский шов, у той час як запайка ребром з'єднує нутрощі двох країв плівки, створюючи шов, який стирчить, як ребро. Гладкий шов зазвичай вважається естетичнішим і використовує менше матеріалу, ніж запайка рубом.
Поворотний енкодер розташований поруч із коміром формуючої труби. Плівка, що рухається, стикається з колесом датчика, приводить її в рух. Імпульс генерується для кожної довжини руху і передається ПЛК (програмований логічний контролер). Параметр довжини пакета встановлюється на екрані ЧМІ (інтерфейс людина-машина) у вигляді числа, і після цього параметра переміщення плівки зупиняється (тільки на машинах з переривчастим рухом, машини з безперервним рухом не зупиняються).
Плівка простягається двома редукторними двигунами, які надають руху фрикційні ремені, розташовані по обидва боки від формуючої труби. За бажання можна замінити натяжні ремені, в яких використовується вакуумне всмоктування для захоплення пакувальної плівки. Фрикційні ремені часто рекомендуються для запорошених виробів, так як вони менше схильні до зносу.
5. Заповнення та запаювання пакету
Тепер плівка на короткий час зупинятиметься (на пакувальних машинах із переривчастим рухом), щоб сформований пакет міг отримати своє вертикальне шво. Гарячий вертикальний стрижень, що запаює, переміщається вперед і контактує з вертикальним перекриттям плівки, спаюючи шари плівки разом.
На вертикальній пакувальній машині з безперервним рухом механізм вертикальної зварювання постійно контактує з плівкою, тому плівка не повинна зупинятися для отримання вертикального шва.
Потім комплект нагрітих горизонтальних запаивающих губок збирається разом, щоб створити верхній поперечний шов одного пакета і нижній поперечний шов наступного пакета. Для уривчастих пакувальних машин VFFS плівка зупиняється, щоб отримати свій горизонтальний шов від губок, які рухаються у відкритому-закритому русі. Для пакувальних машин з безперервним рухом губки самі переміщаються вгору-вниз і відкриваються-закриваються, щоб запаяти плівку під час її руху. Деякі машини з безперервним рухом навіть мають два набори губок, що запаюють, для збільшення швидкості.
Опція для системи «холодної зварювання» - це ультразвук, який часто використовується в галузях з чутливими до нагрівання або брудними продуктами. Ультразвукова герметизація використовує вібрації, щоб викликати тертя на молекулярному рівні, яке генерує тепло тільки в області зварювання між шарами плівки.
Поки запаювальні губки закриті, продукт, що упаковується, опускається по середині порожнистої формуючої труби і заповнюється в пакет. Дозуючий пристрій, такий як мультиголовочні ваги або шнековий дозатор, відповідає за правильний вимір та випуск окремих доз продукту, який повинен бути скинутий у кожний пакет. Ці дозатори не є стандартною частиною пакувальної машини VFFS і повинні бути придбані на додаток до самої машини. Більшість підприємств інтегрують дозатор зі своєю пакувальною машиною.
6. Вивантаження пакета
Після того, як продукт був скинутий у пакет, гострий ніж у губках, що запаюють, висувається вперед і розрізає пакет. Губки відкриваються, і упакований пакет падає. Це закінчення одного циклу на вертикальній пакувальній машині.
Залежно від типу машини та пакета вертикальна пакувальна машина може виконувати від 30 до 300 таких циклів за хвилину.
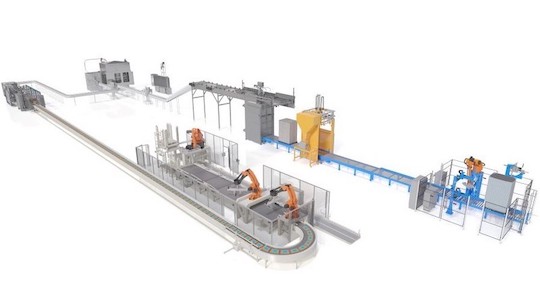
Готовий пакет може бути вивантажений в ємність або конвеєр і транспортований на подальше обладнання, таке як контрольні ваги, рентгенівські апарати, пакувальник в коробки і т.д.